회전용착 기술소개 (Technical Introduction of the Rotatory Welder)
회전용착 개요
현재 열가소성 수지의 용착방법 중 회전용착(SPIN WELDER)은 진동용착과 더불어 마찰용착에
분류되는 용착방법이다. 마찰용착 방법은 플라스틱 제품의 양쪽 용착부위 표면을 가압하에서
강제로 움직여 마찰을 일으켜 그때 발생되는 마찰열로 플라스틱이 용융이 되어 용착작업이
이루어지는 방법을 말한다.
특히, 회전용착은 원형인 제품을 가압하에서 회전시켜 용착부위를 용융시키고 용융이 완료된 후
회전을 멈추고 가압, 냉각하여 용착작업을 완료한다.
이때의 용착강도는 동종 재질 용착시,
원 재료강도의 90% 이상을 얻을 수 있다.
적용제품은 방향성에 관계 없이 원형인 제품에 한하고 이종재질과의 용착이 다른 용착방법보다
다양하게 적용되고 있다.
적용 예를 들면, 연료필터, 세탁기 밸런서, 연료탱크 부속품, 부유물,
스포츠 볼, 보온밥통, 보온 병, 에어 체크밸브, 커넥터 등이 있다.
열판 용착기의 동작원리
회전용착은 두가지의 기본원리로 작업이 수행된다.
① 하지그에 고정된 용착물과 모터에 의해 회전되고 있는 상지그의 용착물이 서로 접촉하면
그 때 발생되는 마찰열에 의해 접촉부위가 용융이 된다.
② 용착부위가 충분히 용융되었을때 회전이 멈추고 고화 될때까지 가압하여 냉각한다.
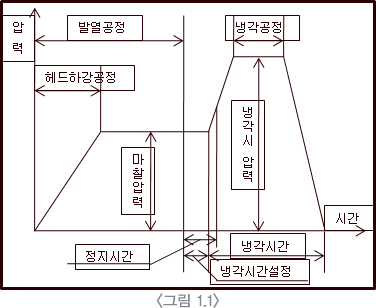
이러한 원리에 이해 작성된 공정도를 (그림1.1)
에 나타내었다.
(그림 1.1)
의 공정도를 보면
간단한 원리에도
불구하고
용착조건과 제어조건, 기계의 신뢰도가 중요하다는 것을 알 수 있다.
보다 자세히 설명해 보면,
(그림 1.1)
에서 보듯이
마찰압력과 냉각시 압력과의 압력이 달라야 하며,
회전 멈춤시간이 최소한으로 줄어야 하며, 전체
공정 진행시 다단가압, 다단속도변화가
중요함을
알 수 있다. 특히 고속회전을 순간에 제품의 미끄
러짐이 없이 정지하여야 하므로
각 부품의 내구성
및 정확성과 견고한 메커니즘 설계가 필요하다.
또한, 방향성이 있는 제품의 회전용착은 ±1°의
오차로 위치결정이 되어야 하기 때문에
정밀도가
높은 제어기술 및 부품의 내구성이 높이 요구된다.
회전 용착기의 구조
열판 용착기의 구조는 크게 3부분으로 나눈다.
① 지그부 : 용착물을 고정하는 부분
② 회전부 : 용착물을 회전시키는 부분
③ 가압부 : 제품에 용착시, 냉각시 가압력을 주는 부분
이는 용도에 따라 각 부분의 구조 및 부품이 달라지는데 이를 부분별로 설명하면
다음과 같다.
1.회전부
1) 전기식 : 모터, 클러치, 브레이크
①
모터부 : 제품크기와 재질에 따라 적정한 모터의 출력과 풀리를 조정하여 회전수를
선택하여 용착에 필요한 회전력을 공급한다.
②
클러치와 브레이크 : 습식과 건식 두가지 종류로 구별되는데,
- 습식 : 유압으로 냉각하여 설치비 및 비용이 비싸나 내구성과 정밀도가 높아
대형제품의 용착시 사용한다.
- 건식 : 공기로 냉각하고 설치비 및 비용은 저렴하나 내구성 및 정밀도가 낮아
일반제품 및 Ø100 이하의 제품 용착시 사용한다
2) 에어식 : 에어모터, 플라이 휠
①
모터부 : 고속회전(3000RPM 이상)이 필요한 소형제품(Ø20 이하)의 용착에
적용한다.
②
플라이 휠 : 고속 회전시 클러치, 브레이크 사용이 불가능하고 모터의 출력이
작아
플라이 휠을 사용하여 원하는 회전력을 얻는다.
2) 유압식 : 제품이 크고 정밀도가 요구되며 완벽한 기밀과 용착강도가 요구될 때
사용한다.
①
설치 비용이 고가
②
2~8단계 이상의 다단가압, 가속 제어
③
MAX Ø600 제품의 용착
3) 각도제어식
①
±0.1°의 정밀도로 원하는 위치에 정확하게 제품을 멈출 수 있는 최첨단 메커니즘이다.
②
Ø100 이하의 제품에 적용된다.
③
가격이 비싸다.
회전 용착산 설계법
회전용착의 성공은 용착산의 설계에 의해 크게 좌우된다. 또한 접합면의 평면도도 용착의 중요한 인자이다.
신뢰성이 높고 생산성과 용착강도, 기밀성이 높은 몇가지 용착물 설계법을 제시하겠다.
모든 설계에는 다음과 같은 데이터를 참고로 한다.
- t = 벽두께
- 용착전에 용착깊이 a는 벽두께의 약 0.5~0.8배이다.
- l(각) b는 30°이하이면 안된다.
- 용착면 C+d는 벽두께의 2.5배이거나 비슷해야 한다.
특히, 리브 r은 2개를 용착물 주위에 설치하여 아래 용착물은 지그에 고정되게 하고
위 용착물은 회전운동 할 수 있게 해준다.
회전용착의 품질
- 강도는 모재강도의 80% 이상을 얻을 수 있고 용착부위의 형상에 따라 100%도
가능하다.
- 용착 후 길이의 정밀도는 ±0.3㎜이다.
- 각도제어 회전용착인 경우 위치 결정도가 ±0.1°이내이다.
- 기밀도는 100%를 얻을 수 있다.
- 용착 후 오랜 기간이 지나도 변화가 없다.